
Nome Técnico: EXECUÇÃO DE INSPEÇÃO TÉCNICA E ENSAIOS EM MÁQUINAS DE MOLDAGEM POR SOPRO DESTINADAS À PRODUÇÃO DE ARTIGOS OCOS DE TERMOPLÁSTICO – REQUISITOS TÉCNICOS DE SEGURANÇA PARA PROJETO E CONSTRUÇÃO NBR 13996, ELABORAÇÃO DE RELATÓRIO TÉCNICO COM A EMISSÃO DA ART
Referência: 168622
Ministramos Cursos e Treinamentos; Realizamos Traduções e Versões em Idioma Técnico: Português, Inglês, Espanhol, Francês, Italiano, Mandarim, Alemão, Russo, Sueco, Holandês, Hindi, Japonês e outros consultar.
Objetivo do Laudo Máquinas de Moldagem por Sopro
O Laudo Técnico sobre Máquinas de Moldagem por Sopro, conforme a NBR 13996, visa garantir que as máquinas utilizadas na produção de artigos ocos de termoplástico atendam a critérios rigorosos de saúde e segurança. Dessa forma, esse laudo tem como objetivo a conformidade com os requisitos essenciais para o projeto e a construção dessas máquinas.
A NBR 13996 aborda os principais riscos associados às máquinas de moldagem por sopro, detalhados na seção 4 da norma. No entanto, a norma não cobre aspectos de segurança relacionados a outras máquinas que podem ser parte do processo de moldagem por sopro, como extrusoras ou injetoras.
Além disso, a NBR 13996 também estabelece diretrizes sobre a interação entre as máquinas sopradoras e seus equipamentos auxiliares, porém, não inclui os requisitos de segurança para o projeto desses equipamentos auxiliares.

Laudo de Máquinas de Moldagem por Sopro garante que os equipamentos atendem às normas de segurança, prevenindo riscos e garantindo a qualidade da produção.
Quais os Tipos de Máquinas de Moldagem por Sopro?
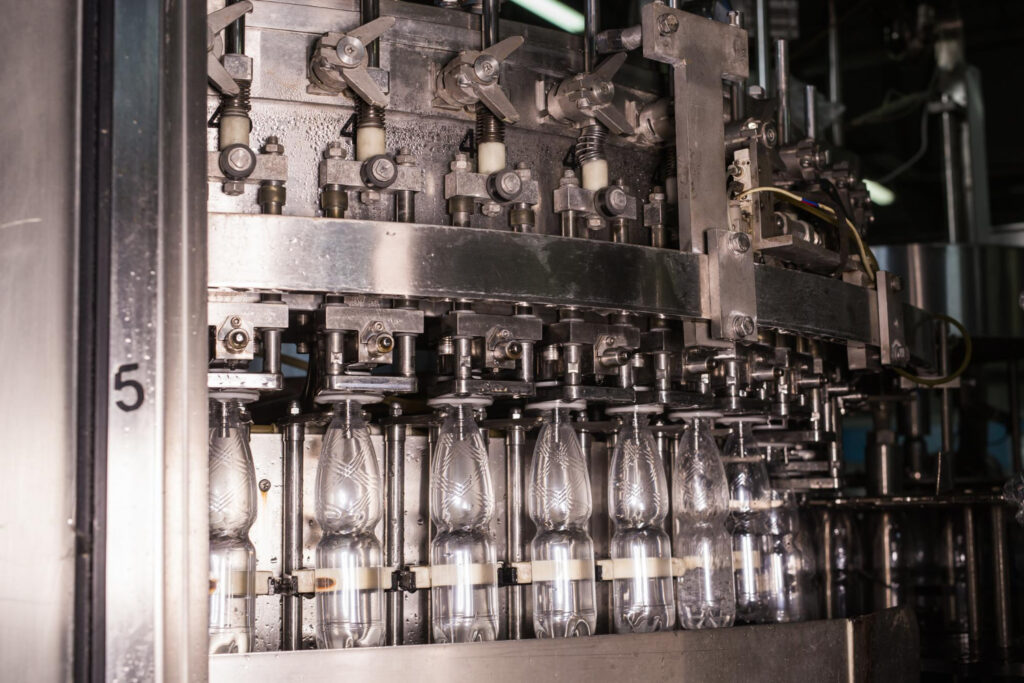
As indústrias utilizam amplamente as máquinas de moldagem por sopro para fabricar artigos ocos de termoplástico, como garrafas, frascos e outros tipos de embalagens. Existem principalmente dois tipos:
Máquinas de Moldagem por Sopro de Extrusão:
Usam um tubo contínuo de plástico derretido, que é cortado em peças e então soprado dentro de um molde.
Máquinas de Moldagem por Sopro de Injeção:
O plástico é injetado em um molde, onde é soprado para formar a peça desejada. Portanto, esse processo é mais comum para produções de peças mais complexas.
Qual Finalidade das Máquinas de Moldagem por Sopro?
As indústrias usam as máquinas de moldagem por sopro para fabricar produtos ocos a partir de termoplásticos. Essas máquinas permitem uma produção em massa de artigos plásticos com alta precisão e eficiência. Isso inclui uma ampla gama de produtos como:
Garrafas plásticas (para bebidas, cosméticos, produtos de limpeza, etc.)
Frascos e potes
Embalagens plásticas de diversos tipos
Tubos plásticos ocos

Com a avaliação técnica do Laudo de Moldagem pela Sopro , sua empresa mantém a produtividade e evita paradas inesperadas por falhas mecânicas.
Para Que Serve o Laudo de Máquinas de Moldagem por Sopro?
O laudo de máquinas de moldagem por sopro tem como objetivo avaliar a conformidade dessas máquinas com os requisitos de segurança e saúde estabelecidos pela NBR 13996. Além disso, órgãos reguladores ou processos de auditoria interna podem exigir o laudo para garantir que as máquinas estejam em conformidade com as normas aplicáveis.
A máquina está operando dentro dos padrões de segurança.
Riscos operacionais, como falhas mecânicas ou riscos ao operador, estão controlados.
A máquina está adequada para o processo de moldagem por sopro de termoplásticos. Portanto, sem apresentar riscos para os trabalhadores ou para o ambiente de trabalho.
Por Que a Empresa Deve Fazer o Laudo?
Quando Deve-se Realizar Este Laudo?
Realizar esses laudos é uma medida preventiva e necessária para garantir, assim, um ambiente de trabalho seguro e conforme as regulamentações de segurança.
Antes de iniciar a operação de uma máquina nova ou usada:
Quando a máquina é instalada pela primeira vez ou quando uma máquina usada é adquirida, deve ser feita uma avaliação completa de segurança.
Após modificações ou reparos significativos:
Caso a máquina passe por modificações no design, estrutura ou componentes de segurança, é necessário, dessa forma, realizar um novo laudo para garantir que as alterações não comprometem a segurança.
Periódicamente:
Dependendo das exigências legais e das normas internas da empresa, a realização de laudos periódicos pode ser necessária para garantir que a máquina continue operando dentro dos parâmetros de segurança e conformidade.
Após um acidente ou falha de segurança:
Se ocorrer um acidente ou falha, um laudo é essencial para identificar as causas e evitar novos incidentes.
Laudo Máquinas de Moldagem por Sopro
Escopo dos Serviços:
Verificação e Inspeções pertinentes:
EXECUÇÃO DE INSPEÇÃO TÉCNICA E ENSAIOS EM MÁQUINAS DE MOLDAGEM POR SOPRO DESTINADAS À PRODUÇÃO DE ARTIGOS OCOS DE TERMOPLÁSTICO – REQUISITOS TÉCNICOS DE SEGURANÇA PARA PROJETO E CONSTRUÇÃO NBR 13996, ELABORAÇÃO DE RELATÓRIO TÉCNICO COM A EMISSÃO DA ART
Objetivo
Realizar a inspeção técnica e ensaios em máquinas de moldagem por sopro, conforme os requisitos estabelecidos na NBR 13996, garantindo a segurança operacional e o cumprimento das normas vigentes. Emitir Relatório Técnico detalhado com recomendações e A.R.T. (Anotação de Responsabilidade Técnica).
Referências Normativas
NBR 13996 – Requisitos de segurança para projeto e construção de máquinas de moldagem por sopro.
NR 12 – Segurança no trabalho em máquinas e equipamentos.
NR 10 – Segurança em instalações e serviços em eletricidade.
Demais normas aplicáveis ao processo industrial.
Definições
Abrange a classificação das máquinas de moldagem por sopro e suas principais componentes, incluindo:
Máquina sopradora
Máquina de moldagem por estrusão e sopro
Estiramento e produção em estágios
Dispositivos de corte e alimentação
Estações de sopro, resfriamento e acabamento
Equipamentos auxiliares e proteção mecânica
Riscos Significativos
Mecânicos: Esmagamento, corte, impacto e interação com dispositivos de segurança.
Elétricos: Avaliação de circuitos, aterramento e proteções contra curto-circuitos.
Térmicos: Contato com superfícies quentes, superaquecimento de componentes.
Ruídos e Vibração: Emissão sonora conforme normas ISO.
Fluidos Perigosos: Vazamentos de óleos, gases e risco de incêndio.
Riscos Específicos: Análise em máquinas de grande porte e rotativas.
Requisitos de Segurança
Proteções Fixas e Móveis: Avaliação de grades, barreiras físicas e sensores.
Sistema de Parada de Emergência: Teste funcional de botões de emergência.
Controle de Energia: Procedimentos de bloqueio (LOTO) e liberação segura.
Manutenção e Ajustes: Procedimentos operacionais e ergonomia dos ajustes.
Verificação dos Requisitos de Segurança
Ensaios práticos de segurança operacional.
Medidas de ruídos conforme normas pertinentes.
Avaliação de falhas e análise de risco.
Informações para Utilização
Manual de Instrução: Procedimentos operacionais, sinalização de segurança e recomendações.
Treinamento de Operadores: Capacitação quanto à segurança e operação correta.
Placas de Identificação e Advertências.
Emissão de Documentação
Relatório Técnico: Resultados da inspeção e ensaios.
A.R.T. (Anotação de Responsabilidade Técnica): Responsabilidade do engenheiro técnico.
Recomendações: Ações corretivas e melhorias.
F: NBR13996
TESTES, ENSAIOS E AVALIAÇÃO QUANTITATIVA QUANDO PERTINENTES E CONTRATADOS:
Testes, ensaios e avaliação quantitativa são pertinentes para garantir a conformidade das máquinas de moldagem por sopro com a NBR 13996. Abaixo estão algumas especificações que podem ser incluídas no escopo técnico:
Testes, Ensaios e Avaliação Quantitativa
Ensaios de Segurança Elétrica
Verificação da continuidade do aterramento elétrico conforme NR 12 e NBR 5410.
Medição da resistência de isolamento de circuitos elétricos.
Testes de funcionamento dos dispositivos de proteção contra sobrecorrente.
Ensaios de Segurança Mecânica
Teste funcional dos sistemas de bloqueio de acesso a partes móveis.
Teste de resistência estrutural de proteções fixas e móveis.
Análise de risco de esmagamento, cisalhamento e impacto em zonas críticas.
Ensaios Hidráulicos e Pneumáticos
Medição de pressão e vazamento em circuitos hidráulicos e pneumáticos.
Avaliação do tempo de resposta dos sistemas de segurança hidráulica.
Teste de estanqueidade de mangueiras e válvulas.
Avaliação Quantitativa de Níveis de Ruído
Medição de níveis de pressão sonora em diferentes pontos da máquina.
Comparação dos valores obtidos com os limites estabelecidos na ISO 11201 e NR 15.
Avaliação Térmica
Medição da temperatura superficial em áreas acessíveis ao operador.
Identificação de riscos térmicos relacionados ao contato com superfícies aquecidas.
Teste de Desempenho dos Dispositivos de Emergência
Verificação da funcionalidade dos botões de parada de emergência.Teste de funcionamento e tempo de resposta dos dispositivos de intertravamento.
Laudo Máquinas de Moldagem por Sopro




