
Nome Técnico: CURSO APRIMORAMENTO COMO EXECUTAR PROCESSOS, QUALIFICAÇÃO E OTIMIZAÇÃO NA OPERAÇÃO DE MÁQUINAS INJETORAS
Referência: 224331
Ministramos Cursos e Treinamentos; Realizamos Traduções e Versões em Idioma Técnico: Português, Inglês, Espanhol, Francês, Italiano, Mandarim, Alemão, Russo, Sueco, Holandês, Hindi, Japonês e outros consultar
Qual Objetivo do Curso Processo Injeção?
O curso tem como objetivo capacitar profissionais para dominar o processo de injeção, desde a qualificação técnica da máquina até sua operação e otimização. Sendo assim, abordamos conceitos fundamentais e práticos que envolvem:
A estrutura e os componentes das máquinas injetoras;
Os parâmetros críticos de processo (temperatura, pressão, velocidade, tempo);
A leitura e interpretação de gráficos e ciclos de injeção;
A análise de defeitos e aplicação de ações corretivas.
Além disso, promovemos o conhecimento sobre boas práticas de manutenção preventiva, segurança operacional conforme a NR 12, e estratégias para aumentar a produtividade sem comprometer a qualidade das peças injetadas.
Em resumo, o curso é destina-se a profissionais que operam ou gerenciam o processo de injeção plástica. Seu foco é na melhoria da qualidade, eficiência e redução de defeitos durante a produção. Portanto, ele é essencial para melhorar a produção, garantir a qualidade das peças e otimizar os processos, resultando em maior eficiência e segurança tanto para os profissionais quanto para as empresas.
O Que é Máquina Injetora?
Máquina injetora é um equipamento industrial utilizado para moldar materiais, principalmente plásticos, por meio do processo de injeção em moldes fechados sob alta pressão. Dessa forma, ela derrete o material, injeta dentro de um molde e o resfria até solidificar na forma desejada.
Como ela funciona?
O ciclo básico envolve 4 etapas principais:
Plastificação – O material (geralmente granulado) é aquecido até se tornar viscoso.
Injeção – Esse material fundido é injetado sob pressão dentro do molde.
Resfriamento – O molde fechado mantém o formato enquanto o material solidifica.
Extração – Após o tempo de resfriamento, o molde se abre e a peça é ejetada.
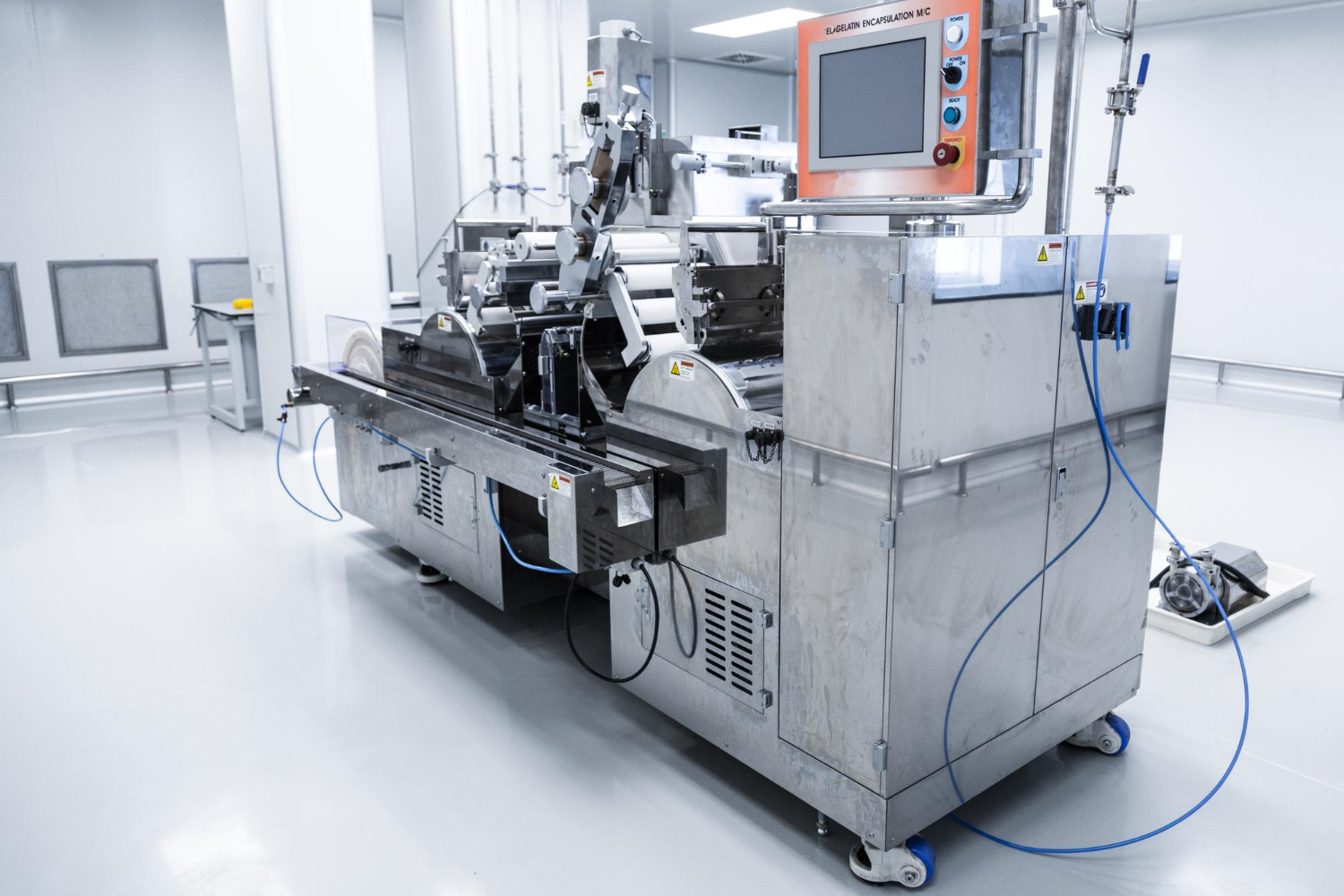
Sistema automatizado de encapsulamento com controle digital, aplicado em processos industriais de alta precisão.
Qual a Importância do Curso Processo Injeção?
A importância do curso se evidencia por vários fatores. Primeiramente, a indústria de transformação plástica depende diretamente da eficiência das máquinas injetoras. Quando o profissional entende o funcionamento do equipamento, ele deixa de ser apenas um operador e se torna um agente ativo da qualidade e da produtividade.
Além disso, o conhecimento técnico reduz desperdícios, evita paradas não programadas e melhora o rendimento global da célula de produção. Portanto, isso impacta positivamente nos indicadores de OEE (Overall Equipment Effectiveness) e na competitividade da empresa no mercado.
Dessa forma, investir na qualificação de quem atua com injeção é reduzir custo, mitigar risco e aumentar a excelência operacional.
Quais Tipos de Máquinas Injetoras?
As máquinas injetoras são equipamentos que fundem o material plástico e o injetam em moldes para formar peças. Dessa forma, os especialistas classificam as máquinas injetoras em diferentes tipos, de acordo com seu sistema de acionamento e aplicação industrial. As principais categorias incluem:
Hidráulicas: São as mais utilizadas no setor industrial, principalmente em peças técnicas de grande porte. Elas oferecem força elevada e robustez mecânica.
Elétricas: Operam com precisão milimétrica, consumem menos energia e são ideais para ciclos rápidos e ambientes com controle rigoroso, como o setor médico ou eletrônico.
Híbridas: Combinam o melhor dos dois mundos, unindo a força do sistema hidráulico com a economia e precisão dos motores elétricos.
Cada tipo de máquina exige conhecimento técnico específico quanto à regulagem, operação e segurança, e o curso prepara o profissional para lidar com qualquer uma delas.
Quais Tipos de Materiais Produzidos Pelas Máquinas Injetoras?
As máquinas injetoras são extremamente versáteis e processam diferentes tipos de materiais, que por sua vez originam produtos em larga escala, desde utensílios até componentes de alta complexidade. Entre os principais materiais, destacam-se:
Termoplásticos: Como o polietileno (PE), polipropileno (PP), ABS, PS, PVC e PET. A indústria aquece esses materiais até a fusão e os reutiliza em diversos ciclos, aplicando-os amplamente na produção de embalagens, componentes automotivos e bens de consumo.
Termofixos: Como as resinas fenólicas e epóxi. Ao contrário dos termoplásticos, esses materiais se tornam permanentemente sólidos após a cura. São usados para aplicações técnicas que exigem resistência térmica e mecânica.
Elastômeros: Como TPU e TPE, que combinam características de plástico e borracha, sendo comuns em calçados, peças flexíveis e dispositivos médicos.
Metais e cerâmicas (via MIM e CIM): Utilizados em nichos específicos, esses processos injetam pós metálicos ou cerâmicos misturados a aglutinantes. Dessa forma, criando peças de alta precisão para setores como aeroespacial, médico e automotivo.
Dessa forma, o curso não apenas apresenta os materiais, mas ensina como ajustar os parâmetros do processo de injeção conforme o tipo de matéria-prima, garantindo desempenho e conformidade com os padrões técnicos.
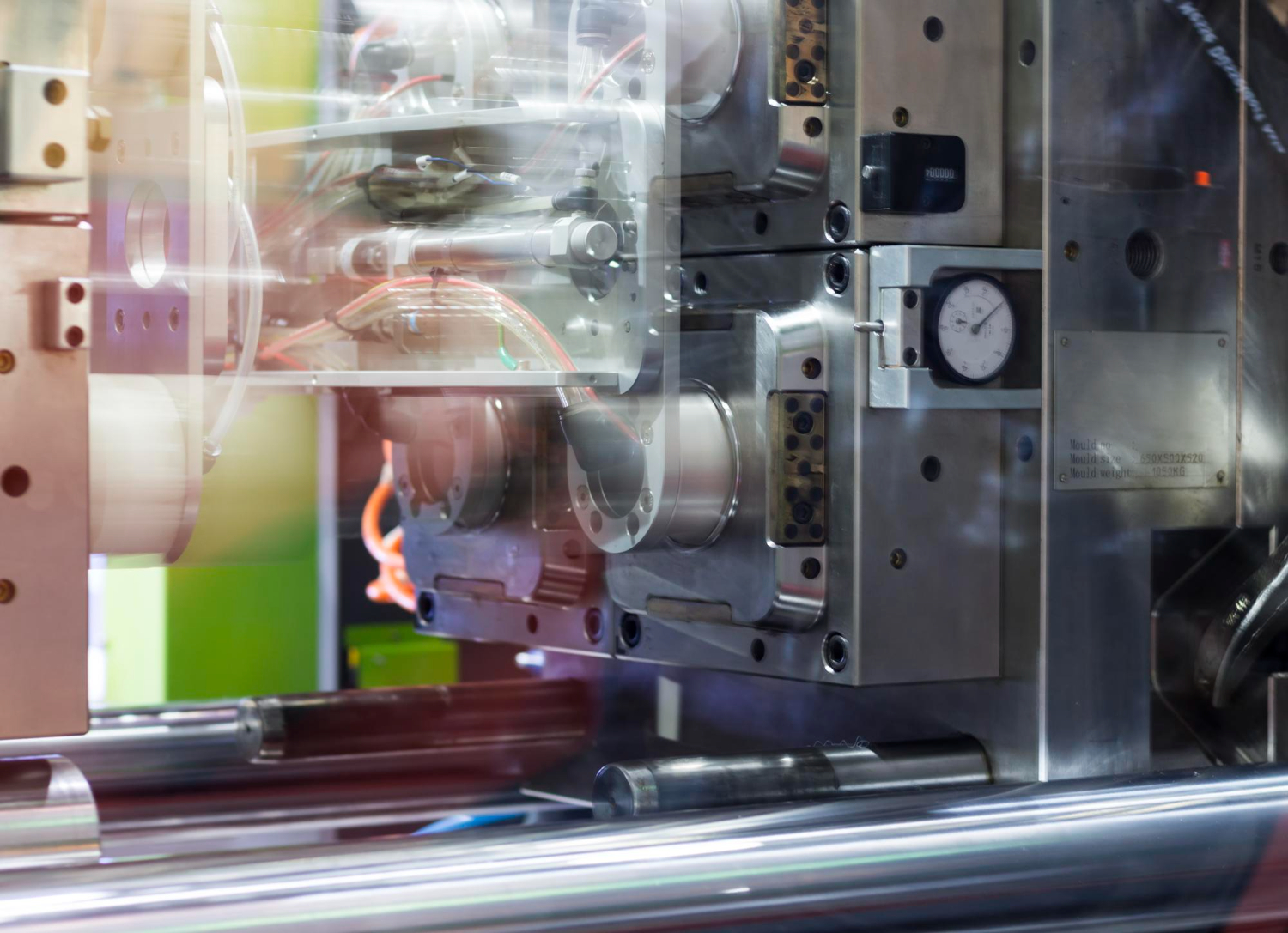
Detalhe do molde e unidade de fechamento de uma máquina injetora, evidenciando o funcionamento sob alta pressão.
Quando Realizar o Curso Processo Injeção?
O Curso de Processo de Injeção deve ser realizado sempre que o profissional for designado para operar, ajustar, supervisionar ou realizar intervenções técnicas em máquinas injetoras, especialmente quando:
Há mudança de função ou promoção para cargos operacionais ou técnicos vinculados ao setor de injeção;
São introduzidos novos equipamentos, moldes ou tecnologias de automação no processo produtivo;
Houver alterações nos materiais processados, como troca de polímero, aditivos ou aplicação de compostos especiais (ex: elastômeros, cargas minerais, masterbatches);
For constatado aumento no índice de refugo, tempo de ciclo ou falhas de qualidade, indicando a necessidade de requalificação da equipe;
A empresa deseja padronizar procedimentos operacionais e atender a auditorias técnicas ou certificações da qualidade (ex: ISO 9001, IATF 16949);
Seja necessário atender a requisitos legais e normativos, como os previstos na NR 12, que exige capacitação comprovada para operação segura de máquinas e equipamentos.
Adicionalmente, recomenda-se a reciclagem periódica (ex: a cada 2 anos) como estratégia de atualização técnica e prevenção de não conformidades operacionais.
Por Que Realizar o Curso Processo Injeção?
A realização do Curso de Processo de Injeção justifica-se assim pela necessidade de capacitação técnica contínua de profissionais envolvidos na operação, controle e otimização de máquinas injetoras, assegurando conformidade com requisitos normativos, eficiência produtiva e qualidade do produto final.
Este curso proporciona ao participante uma compreensão aprofundada sobre os fundamentos do processo de injeção termoplástica, abrangendo desde o comportamento dos materiais poliméricos até a parametrização precisa das variáveis operacionais. Além disso, permite a identificação e correção de falhas de processo, análise crítica de defeitos em peças injetadas, e aplicação de estratégias de melhoria contínua.
Ao concluir a capacitação, o profissional estará apto a:
Operar e ajustar máquinas injetoras com base em critérios técnicos;
Interpretar ciclos de injeção, pressões, temperaturas e tempos de resfriamento;
Aplicar boas práticas de manutenção preventiva e conservação de moldes;
Implementar ações corretivas e preventivas para redução de refugo;
Atuar de acordo com a NR 12 e demais normas técnicas aplicáveis, promovendo a segurança no ambiente industrial;
Contribuir para o aumento da produtividade e da eficiência energética do processo.
Portanto, o curso é indispensável para empresas que buscam padronização operacional, excelência na fabricação de peças técnicas e desenvolvimento de equipes técnicas altamente qualificadas.
Clique no Link: Critérios para Emissão de Certificados conforme as Normas
Veja Também:
Laudo de Máquinas Injetoras
Laudo Sistemas de Extrusão Granulação de Materiais Plásticos
Curso Operação Sala de Máquinas
Certificado de conclusão
Curso Processo Injeção Plástica:
CURSO APRIMORAMENTO NO PROCESSO, QUALIFICAÇÃO, OPERAÇÃO E OTIMIZAÇÃO DE MÁQUINAS INJETORAS
Carga Horária: 60 Horas
Módulo 1: Introdução à Injeção Plástica e Matéria-Prima (6 horas)
Conceitos Básicos de Injeção Plástica:
Definição e aplicações da injeção plástica no mercado industrial.
Tipos de processos de injeção e suas aplicações específicas.
Matéria-Prima:
Definição e tipos de plásticos utilizados (termoendurecíveis, termoplásticos, elastômeros).
Obtenção, abreviaturas, classificação e identificação dos materiais.
Influência dos materiais no processo de injeção (viscosidade, fluidez, temperatura, contração, etc.).
Higroscopicidade e importância da umidade nos plásticos.
Comportamento nas Injetoras:
Como diferentes materiais se comportam em diversas condições de temperatura, pressão e tempo.
Efeitos da umidade e de aditivos na qualidade do produto final.
Módulo 2: Máquinas Injetoras e Sistemas (8 horas)
Tipos de Máquinas Injetoras:
Injetoras horizontais, verticais, de alta velocidade, e outros tipos.
Características e seleções das máquinas conforme o tipo de produto.
Unidade de Injeção e Sistemas:
Sistema de Injeção: Componentes e funcionamento (parâmetros de injeção: pressão, tempo, velocidade, etc.).
Sistema Hidráulico: Funcionamento e manutenção.
Sistema Elétrico: O papel da automação, controles e sensores.
Sistema de Refrigeração: Manutenção da temperatura e prevenção de superaquecimento.
Sistema de Segurança: Proteções, sensores de segurança e protocolos em caso de falhas.
Módulo 3: Características e Parâmetros das Máquinas Injetoras (8 horas)
Características das Máquinas:
Força de fechamento: Cálculo e ajustes para garantir a eficiência no processo.
Capacidade de injeção: Como calcular a capacidade e realizar ajustes para diferentes tipos de moldes.
Segurança de Moldes: Como garantir a integridade dos moldes durante a operação.
Parâmetros de Injeção:
Pressão de Injeção e Recalque: Como controlar e ajustar para evitar defeitos.
Velocidade de Injeção: Impacto no processo e qualidade final.
Contra-pressão: Ajustes para controle da pressão durante o ciclo de injeção.
Velocidade da Rosca: Ajustes para otimização do processo.
Módulo 4: Moldes de Injeção (8 horas)
Tipos de Moldes:
Moldes simples, multicavidade, e de precisão.
Seleção de moldes de acordo com o tipo de produto e material utilizado.
Sistema de Alimentação:
Câmara quente: Cuidados e manutenção.
Sistema de refrigeração e extração de peças.
Ciclo de Moldagem:
Definição e importância dos tempos de injeção, resfriamento e extração.
Como otimizar o ciclo de moldagem para aumentar a produção e reduzir custos.
A importância do controle térmico.
Módulo 5: Análise de Defeitos e Correções no Processo (8 horas)
Principais Defeitos:
Rebarba/Falha: Causas e soluções de correção.
Mancha/Brilho: Identificação e prevenção.
Tensionamento: Como controlar o tensamento no processo.
Bolhas: Análise das causas e formas de prevenção.
Linha de Junção e Emendas Frias: Como evitar defeitos na junção das peças.
Queimas (Saída de Ar): Correções para evitar esse defeito.
Chupagem/Rechupe: Como evitar a formação de rechupe.
Empenamento/Contração: Identificação das causas e ajustes no processo.
Peças Fora da Cor: Como garantir a uniformidade das cores na produção.
Módulo 6: Ajustes Finos no Processo de Injeção (8 horas)
Ajustes de Parâmetros:
Análise detalhada de variáveis como temperatura, pressão e tempo de injeção.
Como ajustes finos podem melhorar a qualidade do produto e reduzir falhas.
Otimização de Ciclo:
Como otimizar o ciclo de injeção sem comprometer a qualidade.
Estratégias para reduzir o tempo de ciclo e melhorar a produtividade.
Controle e Monitoramento de Processos:
Importância do controle em tempo real para garantir consistência.
Adoção de técnicas de monitoramento e ajuste remoto para maior eficiência.
Módulo 7: Manutenção Preventiva e Corretiva (6 horas)
Manutenção Preventiva:
A importância da manutenção preventiva na eficiência da máquina.
Programação de manutenções regulares: componentes a serem verificados e frequência.
Manutenção Corretiva:
Como reagir rapidamente em caso de falhas.
Diagnóstico de falhas comuns nas máquinas injetoras e soluções imediatas.
Melhoria Contínua:
Como implementar práticas de melhoria contínua no processo de injeção.
Ferramentas para análise de falhas e identificação de pontos de melhoria.
Módulo 8: Avaliação Téorica ( 2 horas)
Avaliação Teórica :
Teste escrito abrangendo todos os conceitos discutidos nos módulos anteriores (materiais, máquinas, sistemas, análise de defeitos, etc.).
PARTE PRÁTICA QUANDO CONTRATADO:
Módulo 9: Avaliação Prática ( 6 horas)
Aulas Práticas:
Simulações práticas de operação e ajustes em máquinas injetoras.
Análise e correção de defeitos com base em situações reais.
Aplicação dos conceitos em moldes e parâmetros variados.
Exercícios práticos de ajuste de parâmetros e controle de qualidade.
Aplicação prática dos conhecimentos adquiridos, ajustando parâmetros, analisando falhas, e otimizando o processo de injeção em condições controladas.
NOTA: Ressaltamos que o Conteúdo Programático Normativo Geral do Curso ou Treinamento poderá ser alterado, atualizado, acrescentando ou excluindo itens conforme necessário pela nossa Equipe Multidisciplinar.
É facultado à nossa Equipe Multidisciplinar atualizar, adequar, alterar e/ou excluir itens, bem como a inserção ou exclusão de Normas, Leis, Decretos ou parâmetros técnicos que julgarem aplicáveis, estando relacionados ou não, ficando a Contratante responsável por efetuar os devidos atendimentos no que dispõem as Legislações pertinentes.
Curso Processo Injeção Plástica




